
3D Heritage, Digitally Crafted
Explore our unique collection of 3D printable Clan Crests and discover how we bring custom ideas to life.
Featured products
-

Buchanan Crest
Price range: £10.00 through £25.00 + VAT -

Campbell Crest
Price range: £10.00 through £25.00 + VAT -

Johnstone Crest
Price range: £10.00 through £25.00 + VAT -

MacIntosh Crest
Price range: £10.00 through £25.00 + VAT -

MacKinnon Crest
Price range: £10.00 through £25.00 + VAT
Not sure which crest is yours? Explore the interactive Clan Map of Scotland and find your clan, its lands and its story.
Need a Custom 3d Model?
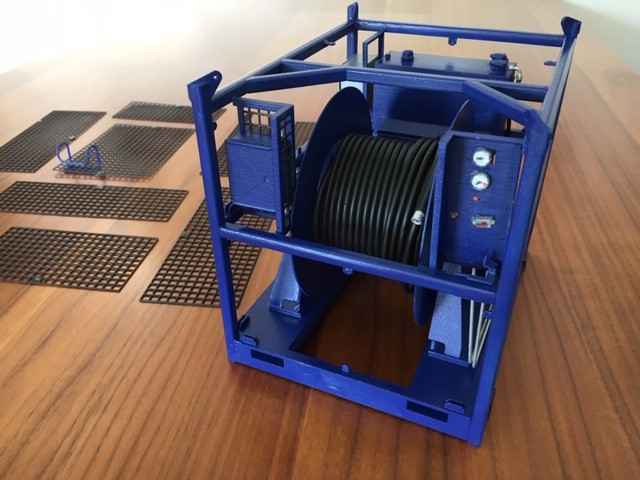
From scale models for trade shows to technical CAD services, we work with manufacturers and problem-solvers to turn ideas into physical models.

























Try our AI Agent for help with Celtic3d products and services.
We have created a chat widget with specific knowledge about our products and services. Ask it anything, it knows about 3d printing, laser cutting, model making, our hours and what we do! You can even ask it what clan crest would be most appropriate for your Scottish surname! Look for the blue circle with the chat bubble. Give it a try!
If you would prefer to speak to a real person, give us a call on +44 (0)7714 790161 or e-mail: sales@celtic3d.com.
