Expanding our digital manufacturing capability with CNC
Lost Capability
Since Make Aberdeen closed in March, we have been working on ways to close the gap caused by the loss of direct access to laser cutting facilities. We frequently incorporate different materials and manufacturing techniques in our models, especially for engineering and architectural models.
it was important to find a way to continue to be able to do this going forward, especially the ability to accurately cut sheet materials like acrylic/Perspex.
CNC Machining
We looked at several options including laser cutting machines but settled on a CNC machine from Ooznest as the option that would give us maximum flexibility. A CNC machine could not only cut flat sheet, but carve shapes, opening up some interesting new possibilities. Combined with 3d printing, we would have the option of using both additive and subtractive techniques, whichever best suited the job.
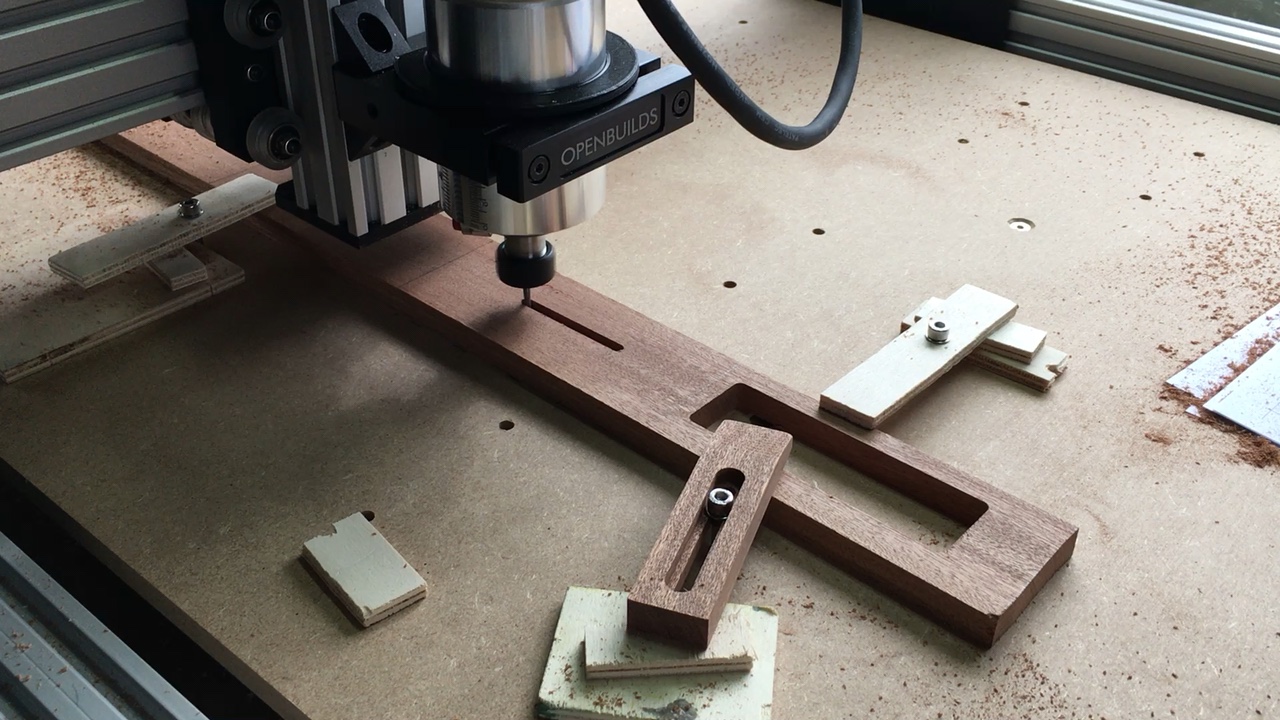
The Ooznest machine, the “WorkBee”, is based on an Open Builds design which fits well with our preference for open source solutions. The WorkBee comes as two large boxes of components which you have to assemble yourself. We went for the 750mm x 1,000mm screw driven version with a Makita router to do the cutting. The quality of the kit and the clarity of the assembly guides from Ooznest was excellent. Support is also excellent, we needed to phone for one missing part which duly arrived the next day.
In principle, the operation of a CNC and the steps needed to prepare a file is very similar to that used for a desktop 3d printer. Instead of a nozzle laying down melted plastic layer-by-layer, a very similar setup guides the tool mounted in the router to cut material away layer by layer.
Initial Testing
For initial testing of the machine, and until we got to grips with basic operation, we took the safe option by mounting a Sharpie pen to the machine and had it drawing out our logo on paper.

However, the first order of business for the new machine was to make myself some hardwood hold-downs to securely hold material on the machine bed.
Software
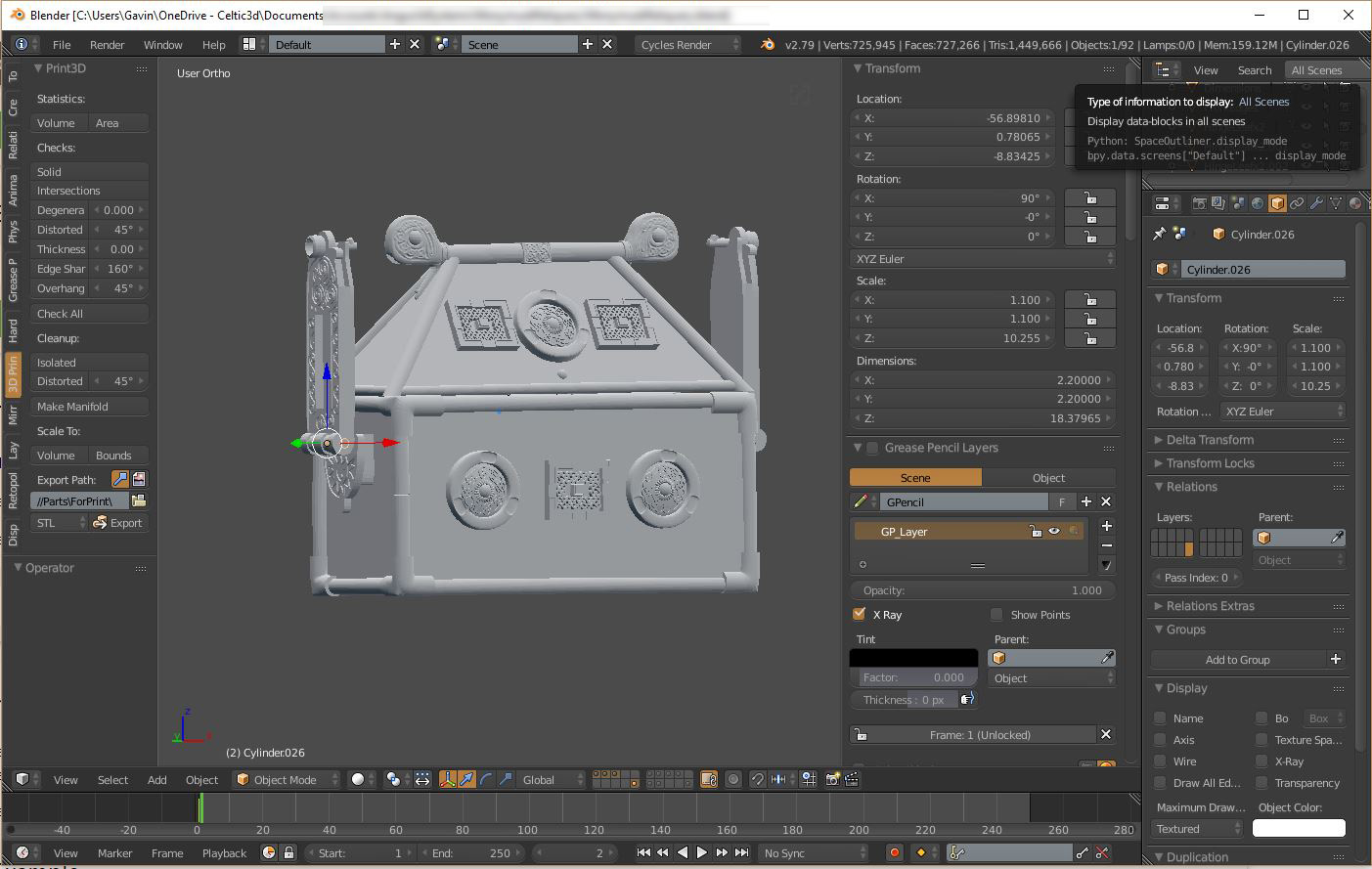
The main software tools we use for creating designs for 3d printing are Blender for mesh modelling and Autodesk Fusion 360 for CAD models. The 3d model files output by both can be used for CNC machining.
Fusion 360 includes functionality for CAM (computer assisted manufacturing). Once you have the design (created in Fusion 360 or an imported mesh created in Blender) Fusion 306 can generate the toolpath files to send to the CNC machine. There is a bit of set-up to ensure Fusion 360 has accurate information about the tools you have but there is a lot of information available online on how to set this up. We found this straightforward although there is a bit of a learning curve, and Fusion 360 includes a simulation mode where you can preview how the tool will cut out your part before you commit the job.
The CNC machine needs a PC to stream the toolpath commands to it during operation. The toolpath commands are in a language, G-Code, which is the same language our 3d printer uses.
To avoid having to take a laptop into the workshop every time, for convenience, we added a Raspberry Pi running bCNC which is permanently mounted next to the CNC. bCNC is a lightweight G-Code sender that works well on a Raspberry Pi. We tried getting the Java based “Universal G-Code Sender” to work, but for the Raspberry Pi we would have had to compile our own build from source code and, frankly, life is too short for that hassle.
Future Possibilities
It will be interesting to see how we can use our existing digital designs (created for 3d printing) with the CNC and how we can incorporate different combinations of materials made possible with this new capability.
We are already getting some excellent results with engraving that are sharper and better defined than we managed in the past with laser engraving, we have also experimented with machining some of our Clan Crest designs from wood with impressive results.